






LB-CNC Electro-Hydraulic Servo CNC Press Brake Video
What Is the LB-CNC Electro-Hydraulic Servo CNC Press Brake?
The LB-CNC is a synchronized CNC press brake that uses electro-hydraulic servo control to manage ram movement and bending accuracy. The Y1 and Y2 axes are controlled independently to maintain synchronization during bending, while the CNC system calculates bending pressure, angle correction, back gauge position and crowning compensation according to the selected program.
Compared with conventional hydraulic press brakes, an electro-hydraulic servo CNC press brake provides better repeatability, easier operation and higher bending accuracy for industrial sheet metal production.
Buyer Pain Points and LB-CNC Solutions
Customer Challenge | LB-CNC Solution |
|---|---|
Bending angle is inconsistent | Y1/Y2 synchronized control improves ram positioning accuracy |
Long parts bend unevenly | Automatic crowning compensation helps reduce angle deviation |
Operators spend too much time calculating bending data | CNC system supports automatic calculation of pressure, opening distance and unfolding length |
Different parts need different back gauge movement | Optional 3+1, 4+1, 6+1 and 8+1 axis configurations support different bending complexity |
Machine frame deformation affects accuracy | Integral welded and machined structure improves rigidity |
Need reliable production for sheet metal workshops | ANSYS finite element analysis supports structural strength and long-term machine stability |
Key Advantages
Electro-Hydraulic Servo Synchronization
The LB-CNC uses electro-hydraulic servo control to synchronize the Y1 and Y2 axes, helping the ram move accurately during bending. This improves bending repeatability and is especially important for long workpieces and high-precision sheet metal parts.
Rigid Welded Machine Frame
The machine body adopts an integral welded and machined structure. Key structural components are analyzed with ANSYS finite element analysis to improve machine rigidity, reliability and overall precision.
Professional CNC Control System
The CNC system can be configured with DELEM from the Netherlands, ESA from Italy or CYBELEC from Switzerland. It supports graphic bending programming, angle correction, automatic pressure calculation and back gauge control.
Automatic Crowning Compensation
The CNC system automatically calculates worktable deformation compensation during bending. This helps maintain bending accuracy across the full working length, especially for longer sheet metal parts.
Flexible CNC Axis Options
The LB-CNC supports different axis configurations from 3+1 axes to 8+1 axes. Users can choose the required back gauge and servo-driven axes according to part complexity, bending accuracy and production needs.
Wide Material Compatibility
The machine can bend stainless steel, carbon steel, aluminum, copper, brass and alloy sheet materials. The suitable model should be selected according to material type, sheet thickness, bending length and required bending force.
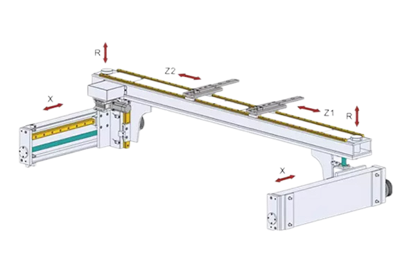
CNC Axis Options
Y1, Y2 and V are essential axes for every CNC bending machine. Additional back gauge and servo-driven axes can be selected according to the parts being processed.
xis Configuration | Axis Details | Recommended Use |
|---|---|---|
3+1 Axes | Y1, Y2, X + V | Standard sheet metal bending |
4+1 Axes | Y1, Y2, X, R + V | Parts requiring back gauge height adjustment |
6+1 Axes | Y1, Y2, X, R, Z1, Z2 + V | More flexible positioning for complex parts |
8+1 Axes | Y1, Y2, X1, X2, R1, R2, Z1, Z2 + V | High-end bending with complex back gauge movement |
Axis Explanation
Axis | Function |
|---|---|
Y1 / Y2 | Left and right ram synchronization |
X | Back gauge front-back movement |
R | Back gauge up-down movement |
Z1 / Z2 | Left and right back gauge finger positioning |
X1 / X2 | Independent front-back back gauge movement |
R1 / R2 | Independent vertical back gauge movement |
V | Worktable crowning compensation |
Machine Features
Integral welded and machined machine body for better rigidity.
Main structure analyzed by ANSYS finite element analysis.
Electro-hydraulic servo synchronized control for accurate bending.
Optional DELEM, ESA or CYBELEC CNC system.
Graphic bending angle editing and correction compensation.
Automatic calculation of bending pressure and opening distance.
Automatic crowning compensation for worktable deformation.
Automatic back gauge retraction to reduce collision risk.
Optional CNC axis configurations for different part requirements.
LB-CNC Technical Specifications
Item | Specification |
|---|---|
Model | LB-CNC |
Machine Type | Synchronized electro-hydraulic servo CNC press brake |
Automatic Level | Fully automatic |
Processed Materials | Stainless steel, carbon steel, aluminum, copper, brass, alloy sheet |
Working Table Length | 2500mm |
Working Table Width | 300mm |
Slider Stroke | 100mm |
Throat Depth | 230mm |
Motor Power | 5.5kW |
Machine Dimension | 2600 x 1200 x 1910mm |
Machine Weight | 6000kg |
Core Components | Bearing, gearbox, PLC, gear, motor |
CNC System Options | DELEM, ESA, CYBELEC |
Automation | Automatic |
Machinery Test Report | Provided |
Video Outgoing Inspection | Provided |
Warranty | 3 years |
Place of Origin | Shandong, China |
Brand | DATO |
Package Size | 300 x 100 x 200cm |
Gross Weight | 6000kg |
Suitable Materials and Applications
Processed Materials
Stainless steel
Carbon steel
Aluminum sheet
Copper sheet
Brass
Alloy sheet
Galvanized sheet
Mild steel
Typical Applications
Electrical cabinets
Metal doors and windows
Elevator parts
HVAC duct components
Stainless steel products
Machinery covers
Automotive sheet metal parts
Kitchen equipment
Metal furniture
Decoration panels
Custom sheet metal fabrication
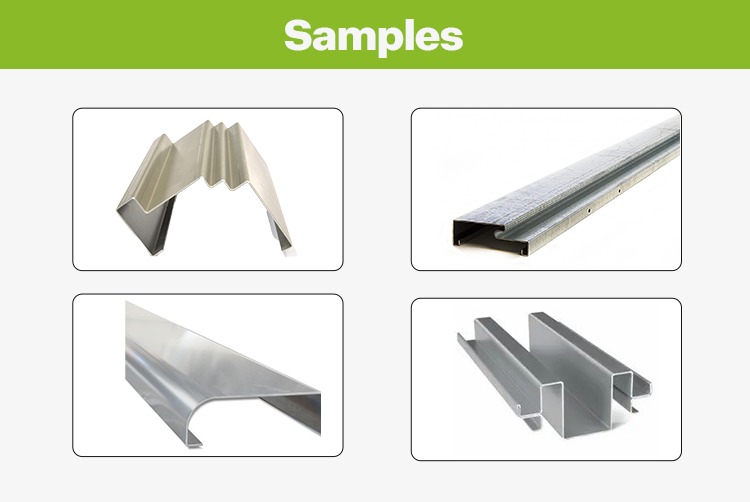
Sample Bending Parts
U-shaped channels
V-shaped bends
Box bending parts
Long sheet metal profiles
Door and window frames
Cabinet panels
Decorative metal parts
Custom formed components
How to Choose the Right CNC Press Brake
Choosing the right press brake depends on material type, sheet thickness, bending length, bend angle, tooling, production volume and required precision. For stainless steel or high-strength materials, higher bending force may be required compared with mild steel of the same thickness.
Selection Factors
Factor | Why It Matters |
|---|---|
Material Type | Stainless steel and high-strength steel require higher bending force |
Sheet Thickness | Thicker sheets require larger nominal force |
Bending Length | Longer workpieces require longer workbench and better crowning compensation |
Bending Accuracy | Higher accuracy may require more CNC axes and better back gauge control |
Part Complexity | Complex parts may require 4+1, 6+1 or 8+1 axis configuration |
Production Volume | High-volume production benefits from faster CNC setup and repeatable programs |
Tooling Requirement | Different bend shapes require suitable punch and die selection |
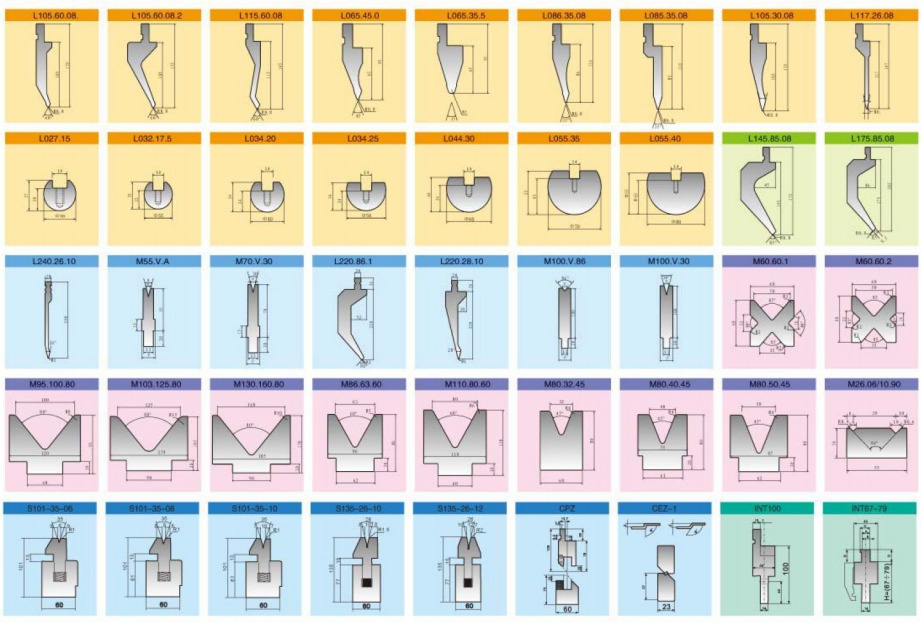
Tooling and Bending Capability
The LB-CNC can be equipped with different punches and dies according to part shape, bend radius, material thickness and bending angle. Standard and customized tooling options are available for common sheet metal bending tasks.
Common tooling applications:
Standard V bending
U bending
Channel forming
Box forming
Sharp angle bending
Large radius bending
Multi-step bending
Custom profile forming
CNC Press Brake vs Conventional Hydraulic Press Brake
Item | LB-CNC Electro-Hydraulic Servo Press Brake | Conventional Hydraulic Press Brake |
|---|---|---|
Control Accuracy | Higher, with Y1/Y2 synchronized control | Lower, depends more on manual adjustment |
Programming | CNC graphic editing and automatic calculation | More manual setup |
Bending Consistency | Better repeatability for batch production | More variation between operators |
Crowning Compensation | Automatic V-axis compensation available | Manual or limited compensation |
Back Gauge | Optional multi-axis CNC back gauge | Basic back gauge control |
Best For | Precision sheet metal fabrication | Simple bending and lower-complexity jobs |
Why Choose DATO LB-CNC?
The DATO LB-CNC is built for sheet metal manufacturers that need reliable bending accuracy, flexible CNC control and stable long-term operation. With electro-hydraulic servo synchronization, optional international CNC systems and multiple axis configurations, it can support both standard bending jobs and more complex sheet metal production.
Electro-hydraulic servo synchronized control
Integral welded and machined frame
ANSYS structural analysis
Optional DELEM, ESA or CYBELEC CNC system
Automatic crowning compensation
3+1 to 8+1 CNC axis options
Suitable for stainless steel, carbon steel, aluminum, copper and alloy sheet
Machinery test report and video outgoing inspection provided
3-year warranty
Operation and Safety Notes
CNC press brake operation requires proper tooling selection, bending force calculation and operator safety training. Operators should keep hands away from the bending area, use safety protection devices and follow the machine operation manual.
For production environments, DATO can help recommend suitable CNC axis configuration, tooling, safety protection and bending process setup according to your workpiece drawings.
FAQ
Q1: What is the LB-CNC electro-hydraulic servo CNC press brake used for?
The LB-CNC is used for precision sheet metal bending. It is suitable for producing electrical cabinets, metal doors, windows, HVAC parts, machinery covers, stainless steel products, aluminum profiles and custom sheet metal components.
Q2: What materials can this CNC press brake bend?
Q3: What CNC system options are available?
Q4: What are the available CNC axis configurations?
Q5: Why is crowning compensation important?
Q6: How do I choose the right press brake model?
Q7: Can DATO provide tooling for different bending shapes?
Q8: Is machinery inspection available before delivery?
Get a Custom CNC Press Brake Solution
Send us your material, sheet thickness, bending length, part drawing and production requirement. DATO will help recommend the suitable press brake model, CNC axis configuration, tooling and bending solution.